Home
>
Ürünler
>
CNC Döner Parçaları
>
Home
>
Ürünler
>
CNC Döner Parçaları
>
|
|
| Menşe yeri | Dongguan, Çin |
| Marka adı | Yexin |
| Sertifika | ISO9001:2015 |
| Model numarası | CNC75 |
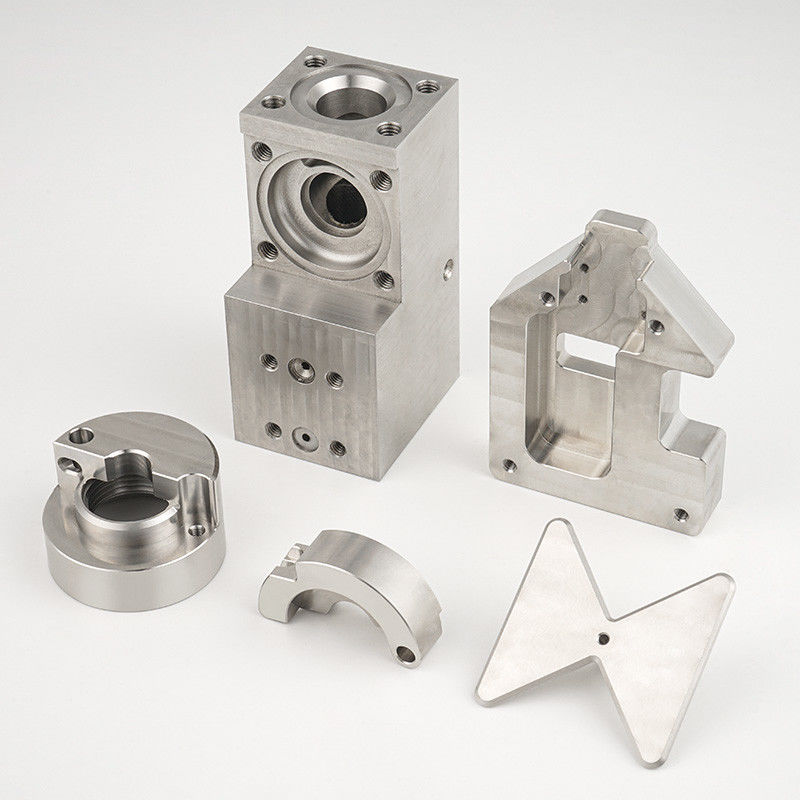
Profesyonel Özel Paslanmaz Çelik Parça Dönüştürme CNC İşleme Bileşenleri Parçalar
Üretim, freze parçaları
CNC İşleminin Avantajları
CNC işleme, çıkarımlı bir üretim süreci,
hem prototipler hem de üretim bileşenleri için birçok avantaj sunar.
1- Kesinlik ve tutarlılık
2. Sıkı Toleranlar
3. Yüksek Kaliteli Malzemeler
4Hızlı dönüş, 1 gün kadar hızlı.
5. Daha Büyük Mültefelerde Maliyet Verimliliği
6Geliştirilmiş Estetik ve Malzeme Özellikleri için Geniş Bir Sonrası İşleme Seçenekleri
Ürün Ayrıntıları
CNC işleme için hangi hammaddeleri kullanabilirim?
Neredeyse her sağlam ve katı malzeme CNC işleme tabi tutulabilir.Yumuşak ve
paslanmaz çelik, alüminyum, tunç, bakır, magnezyum, titanyum,ve geniş bir mühendislik yelpazesi
Plastik.
| Ortak Malzemeler | |
| Adı | Açıklama |
| Alüminyum | Yüksek işlenebilirlik ve esneklik, iyi güç ağırlık oranı. |
| Paslanmaz çelik | Yüksek germe dayanıklılığı, korozyona ve sıcaklığa dayanıklı. |
| Hafif çelik | Yüksek işlenebilirlik ve kaynaklanabilirlik, yüksek sertlik. |
| Bakır | Düşük sürtünme, mükemmel elektrik iletkenliği, altın görünümlü. |
| Bakır | Mükemmel ısı ve elektrik iletkenliği. |
| Titan | Havacılık, otomotiv ve tıbbi endüstrilerde kullanılan mükemmel güç ağırlık oranı. |
| ABS | Normal termoplastik, darbeye dayanıklı, makine kullanımı kolay. |
| Nylon | Mükemmel mekanik özellikler, termal, kimyasal ve aşınmaya dayanıklı. |
| POM | Yüksek sertlik, yüksek hassasiyet, düşük sürtünme, makine kullanımı kolay. |
![]()
![]()
![]()
CNC işleme için son işleme ve yüzey işleme
CNC işlenmiş parçalar makinenin dışına çıktıklarında genellikle görünür alet izleri gösterir.
Özel parça gereksinimlerinize uymayan bir özellik.
Neyse ki, işleme sonradan yapım tekniklerinin çoğunun,
yüzey görünümü ve aşınma direnci, korozyon direnci gibi yükseltme özellikleri,
ve kimyasal direnci.
Anodizasyon, boncuk patlatma ve toz kaplama gibi yöntemler rafine için uygulanabilir seçenekler sunar
İstenen yüzeyi elde etmenizi sağlayan özel parçalarınızın nihai sunumu
kalite ve performans özellikleri.
| Yüzeyleri bitiriyor | ||
| Adı | Uygulanabilir | İşlem işaretleri |
| İşlenmiş olarak | Metaller, Plastikler | Görünür, hafif yüzey çizikleri |
| Yumuşak işleme | ||
| Mükemmel işleme | Metaller | Hafifçe görünür |
| Polişleme | Metaller | Birincil yüzeylerde çıkarılır |
| Mermi patlatma | Metaller | Kozmetik amaçlı olmayan, kozmetik amaçlı birincil yüzeylerde çıkarılan |
| Fırçalama | Metaller | |
| Anodlama Tip II | Alüminyum | |
| Anodlama Tip III | Alüminyum | Anodizasyon altında görünür |
| Siyah oksit | Bakır, paslanmaz çelik, alaşımlı çelik, alet çeli, hafif çelik | Görülebilir |
| Toz kaplama | Metaller | Kaldırıldı |
| Fırçalanmış + elektropolit | Paslanmaz çelik | Birincil yüzeylerde kaldırıldı |
Uzman Endüstriler
Her türlü uygulama için milyonlarca parça ürettik.
Ama biz özellikle bu alanlarda bilgiliyiz.
1Tıbbi 2. Elektronik.
3Yayıncılık 4. Ulaşım
56. İnşaat
7Tarım 8. Havacılık
910. Otomotiv.
11- Ateşli silahlar 12. Metal işçiliği.
![]()
Şirket Profili
![]()
![]()
Hassas İşlemin Avantajları
Kompleks işleme gereksinimleri genellikle yüksek taleplerle birlikte gelir.
Belirtilerinize göre, uygulama mühendislerimiz tasarım geri bildirimleri sağlıyor.
Ayrıca:
1+/- 0.002 inç (0.0508mm) kadar sıkı toleranslar
2. Toleranslar ISO 2768'e uymaktadır
3Kalite gereksinimlerinin yerine getirilmesi (CoC, FAI, ISO 9001 ve AS9100 dahil)
4Tamamen işlenmiş özellikler (artık hiçbir malzeme kalmadı)
Yetenekler
1+/- 0.002 inç kadar sıkı doğrusal toleranslar.
2. Doldurulmuş delikler = +/- 0.0005 in.
3Yüzey kabalığı = 63 μ in.
4GD&T (malzeme ve geometriye bağlı)
51.10 inç. kalınlığından küçük parçalar için düzlük = 0.005 inç, 1.10 inç. kalınlığından büyük parçalar için 0.002 inç
6Paralellik = 6 inç x 12 inç'ten küçük malzemeler için 0,010 inç, malzemeler için 0,015 inç.
7. 6 inç x 12 inç'ten büyük.
8Gerçek pozisyon (iki düzlem ve üç düzlem) = 0.015 in.
9Bir yüzeyin profili = 0.015 in.
İşlem sonrası temel gereklilikler: Deberleme ve denetim
İşleme sürecinin ardından, freze edilmiş parçaların kabuklanmasını gerçekleştirmek gereklidir.
Deburring, bitmiş bir bileşenden küçük kusurların manuel olarak çıkarılmasını gerektirir.
Bu kusurlar genellikle keskin kenarlarda görülür ve malzemenin deformasyonundan kaynaklanır
Mesela, bir matkap bir delikten uzak bir tarafa çıktığında,
Arkasında dikkat edilmesi gereken lekeler bırakabilir.
Ardından, parçanın kritik boyutlarını incelemek çok önemlidir, özellikle belirli
Bu denetim tamamlandığında,
Parçanız hemen kullanıma veya gerekli son işlemlere hazırdır.
CNC işlenmiş parçalar için son işleme alanı, ister öğütülsün ister dönen olsun,
Bu nedenle bilginizi artırmanızı öneririz.
ve CNC işleme sonuçlarını optimize etmek için bu alanda uzmanlık.
İstediğiniz Zaman Bize Ulaşın