Home
>
produkty
>
Części z łańcucha CNC
>
Home
>
produkty
>
Części z łańcucha CNC
>
|
|
| Miejsce pochodzenia | Dongguan, Chiny |
| Nazwa handlowa | Yexin |
| Orzecznictwo | ISO9001:2015 |
| Numer modelu | CNC75 |
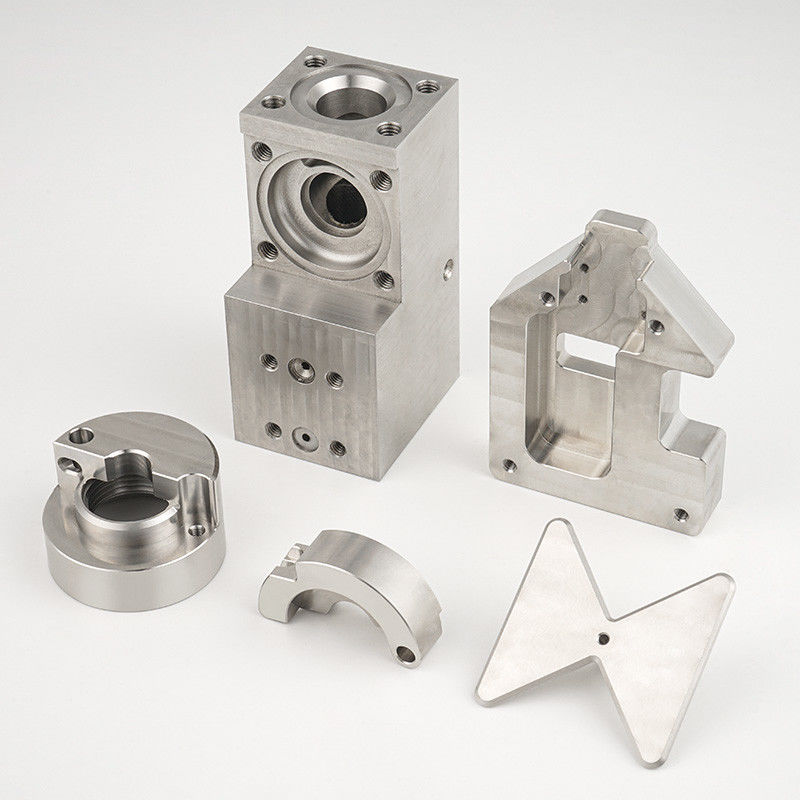
Profesjonalne skręcanie części ze stali nierdzewnej na zamówienie Części do obróbki CNC
Produkcja Części frezowe
Zalety obróbki CNC
Obróbka CNC, proces wytwarzania subtrakcyjny,
oferuje wiele zalet zarówno dla prototypów, jak i komponentów produkcyjnych.
1Dokładność i spójność
2. Ścisłe tolerancje
3Wysokiej jakości materiały
4- Szybkie odwrócenie, tak szybko jak 1 dzień
5. Efektywność kosztowa przy większych ilościach
6Rozległe opcje przetwarzania w celu poprawy estetyki i właściwości materiału
Szczegóły produktu
Jakie surowce mogę wykorzystać do obróbki CNC?
Praktycznie każdy solidny i solidny materiał może być poddany obróbce CNC,w tym łagodne i
stali nierdzewnej, aluminium, mosiądzu, miedzi, magnezu, tytanu,i szeroki zakres inżynierii
plastiku.
| Wspólne materiały | |
| Nazwa | Opis |
| Aluminiowe | Wysoka obrabialność i elastyczność, dobry stosunek siły do masy. |
| Pozostałe | Wysoka wytrzymałość na rozciąganie, odporność na korozję i temperaturę. |
| Stal łagodna | Wysoka obrabialność i spawalność, wysoka sztywność. |
| Z miedzi | Niskie tarcie, doskonała przewodność elektryczna, złoty wygląd. |
| Miedź | Doskonała przewodność cieplna i elektryczna. |
| Tytanium | Doskonały stosunek siły do masy, stosowany w przemyśle lotniczym, motoryzacyjnym i medycznym. |
| ABS | Powszechny termoplastyk, odporny na uderzenia, łatwy do obróbki. |
| Włókna włókiennicze | Doskonałe właściwości mechaniczne, odporne na działanie termiczne, chemiczne i ścieranie. |
| POM | Wysoka sztywność, wysoka dokładność, niskie tarcie, łatwe do obróbki. |
![]()
![]()
![]()
Pozbudowy i wykończenia powierzchniowe do obróbki CNC
Części obrobione CNC, gdy wychodzą z maszyny, często wykazują widoczne ślady narzędzi,
cechę, która może nie być zgodna z wymaganiami określonymi dla części.
Na szczęście istnieje wiele technik przetwarzania, których celem jest zwiększenie
wygląd powierzchni i właściwości podnoszące, takie jak odporność na zużycie, odporność na korozję,
i odporność chemiczna.
Metody takie jak anodowanie, strzelanie wierszami i powłoka proszkowa stanowią realne opcje rafinacji
ostateczna prezentacja części zamówionych na zamówienie, pozwalająca uzyskać pożądaną powierzchnię
charakterystyki jakości i wydajności.
| Wykończenia powierzchni | ||
| Nazwa | Dotyczy: | Znaki obróbki |
| W formie obrobionej | Metali, tworzywa sztuczne | Widoczne, lekkie zadrapania na powierzchni |
| Gładkie obróbki | ||
| Obróbka metalowa | Metali | Lekko widoczne |
| Polerowanie | Metali | Wyrzucane na powierzchniach podstawowych |
| Wyrzucanie wierszy | Metali | Zdejmowane do celów niekosmetycznych, zdejmowane na powierzchniach pierwotnych do celów kosmetycznych |
| Szczotkowanie | Metali | |
| Anodowanie typu II | Aluminiowe | |
| Anodowanie typu III | Aluminiowe | Widoczne pod anodowaniem |
| Czarny tlenek | Miedź, stal nierdzewna, stal stopowa, stal narzędziowa, stal łagodna | Widoczne |
| Powłoka powłoka | Metali | Usunięte |
| Szczotkowane + elektropolitykowane | Pozostałe | Usuwane na powierzchniach pierwotnych |
Przemysł specjalistyczny
Zrobiliśmy miliony części do różnych zastosowań.
Ale my jesteśmy szczególnie biegli w tych dziedzinach.
1Medyczna 2. Elektronika.
3Wydawnictwo 4. Transport
56. budownictwo
7Rolnictwo 8.
9Produkcja 10. Samochody
11- Broń palna 12.
![]()
Profil przedsiębiorstwa
![]()
![]()
Zalety precyzyjnego obróbki
Złożone wymagania obróbki często wiążą się z wysokimi wymaganiami.
Nasz zespół inżynierów aplikacji zapewnia opinię projektową.
Otrzymasz również:
1Tolerancje tak ciasne jak +/- 0,002 cali (0,0508 mm)
2. Tolerancje zgodne z ISO 2768
3. Spełnienie wymogów dotyczących jakości (w tym CoC, FAI, ISO 9001 i AS9100)
4. Całkowicie obrobione elementy (brak materiału pozostawionego)
Zdolności
1Tolerancje liniowe tak ciasne jak = +/- 0,002 cm.
2. Wypełnione otwory = +/- 0,05 cm.
3. Grubość powierzchni = 63 μin.
4GD&T (zależne od materiału i geometrii)
5Płaskość = 0,005 cali dla części o grubości poniżej 1/10 cali, 0,002 cali dla części o grubości powyżej 1/10 cali
6Równoległość = 0,010 cali dla materiałów mniejszych niż 6 cali x 12 cali, 0,015 cali dla materiałów
7. większe niż 6 cali x 12 cali.
8Prawdziwa pozycja (dwie i trzy płaszczyzny) = 0,015 cm.
9Profil powierzchni = 0,015 cm.
Podstawowe elementy po obróbce: odkręcanie i kontrola
Po procesie obróbki konieczne jest wykonanie odkręcania części fresowanych.
Deburing polega na ręcznym usuwaniu drobnych wad z gotowego elementu.
Te niedoskonałości zazwyczaj pojawiają się na ostrych krawędziach i wynikają z deformacji materiału
Na przykład, gdy wiertarka wychodzi z drugiej strony otworu,
może pozostawić za sobą plamy wymagające uwagi.
Następnie, jest to kluczowe, aby sprawdzić części krytycznych wymiarów, zwłaszcza jeśli określone
po zakończeniu tej kontroli,
Twój element jest gotowy do natychmiastowego użytku lub do wszelkich niezbędnych przetworzeń.
Obszar przetwarzania końcowego części obrobionych CNC, niezależnie od tego, czy są one frezowane, czy skręcone,
W związku z tym zalecamy poszerzenie wiedzy,
i wiedzy specjalistycznej w tej dziedzinie, aby zoptymalizować wyniki obróbki CNC.
Skontaktuj się z nami w dowolnym momencie